编译者按:本文是一篇面向SAP PP(生产管理)模块初学者的技术博客,深入浅出地解析了生产计划最后阶段——能力计划的核心概念与操作步骤。作者首先明确了“能力计划”是通过比较“可用能力”与“能力需求”来制定生产计划,并详细讲解了如何通过配置工作中心主数据与工艺路线主数据来计算这两者。文章还特别解释了考虑休息时间与能力利用率的作业时间计算方法,并对能力评估与负荷平准化的实际操作(如使用T-code CM50和CM25)进行了说明。对于希望理解SAP中能力管理与生产调度逻辑的读者,本文是一份清晰实用的指南。
PP(生产管理)2020.09.18
【SAP】关于生产能力计划(能力评估・负荷平准化)的彻底解说!

本文将为您解说生产计划的最后一个步骤——能力计划。
这虽然是生产计划中常被认为最难的部分,但只要梳理清楚来理解,其实并没有那么困难。
本文将用PP初学者也能轻松理解的方式进行解说,请务必阅读到最后。
另外,尚未阅读过生产计划概要的读者,请先阅读下方文章。

相关文章【SAP】关于生产计划流程的彻底解说!
2020.09.13
什么是能力计划
SAP PP模块的能力计划功能,是通过比较“制造机械或人的生产能力”与“制造物料所需的能力”这两者,来制定生产计划。
“制造机械或人的生产能力”被称为可用能力,
而“制造物料所需的能力”则被称为能力需求。
能力评估,就是将可用能力与能力需求进行比较。
负荷平准化,则是基于能力评估的结果,将负荷过高的部分进行分散。
- 首先,为了进行能力评估,我会说明如何设定主数据来计算“可用能力”和“能力需求”。
- 接着,会解说如何进行能力评估,
- 以及如何进行负荷平准化。
可用能力
可用能力指的是“制造机械或人的生产能力”。
可用能力是通过工作中心主数据的以下项目,来设定一天内能够确保多少作业时间。
| * 开始时间 * 结束时间 * 休息时间 * 能力利用率 * 个体能力数量 |
“开始时间”与“结束时间”
开始时间和结束时间用于设定一天作业的开始与结束时间。
例如,如果工作时间是8点到17点,则设定为:开始时间:8点,结束时间:17点。
如果是24小时运转,则设定为:开始时间:0点,结束时间:24点。
“休息时间”
用于设定一天工作时间内的休息时间。系统的规格是,系统会自动从可用能力中扣除休息时间。
例如,如果每天有1小时休息时间,则设定为1小时。
如果是机器且没有休息(停止)时间,则设定为0小时。
“能力利用率”
能力利用率用于设定在工作时间内,实际能够运行的比例(百分比)。
例如,如果机器每天有大约10%的时间用于维护,则能力利用率可设定为90%。
“个体能力数量”
个体能力数量用于设定机器的台数或人员的数量。
例如,如果开始・结束时间为8点到17点(8小时工作),且个体能力数量设定为2,则表示总共可以进行16小时的作业(8小时 x 2)。
设定示例
当输入以下设定值时,可用能力的计算方式为:
| * 开始时间…“9:00” * 结束时间…“18:00” * 休息时间…“1:00” * 能力利用率…“90%” * 个体能力数量…“3” → (结束时间 – 开始时间 – 休息时间) x 能力利用率 x 个体能力数量 =21.6 小时 |
能力需求
能力需求是指“制造物料所需的能力”。
能力需求是通过工作中心主数据和工艺路线主数据,来设定制造一定数量的物料需要多少时间。
首先,需要将使用何种作业时间分配给工作中心,即分配“标准值”。
在SAP常见的演示中,通常使用包含“机器时间”和“人工时间”这两种时间的标准值,
但由于这些时间也会用于实际成本计算,因此每个公司需要通过自定义来分配各自所需的时间。
例如,在某些客户项目中,我们将其设定为“固定机器时间”、“变动机器时间”、“固定人工时间”、“变动人工时间”等项目。
由于客户需求不同,所需的作业时间项目也会有所差异,因此需要进行调研,了解需要使用哪些项目来设定作业时间。
接下来,在工作中心主数据中,使用上述设定的标准值时间,来设置作业的“准备时间”、“处理时间”和“清理时间”的计算公式。
例如,对于使用机器的工序(工作中心)的处理时间,可以设定如下计算公式:
- 处理时间 = 机器时间 x (作业数量 / 基本数量)
最后,在工艺路线主数据中,设定生产物料所需的基本数量及作业时间(如上例中的机器时间、人工时间)。
例如,可以设定为:
- 基本数量:100 PC
- 机器时间:2 H
- 人工时间:1 H
这意味着,每生产100 PC该物料,需要花费2小时的机器时间和1小时的人工时间。
以上是工作中心主数据和工艺路线主数据的设定内容。
接下来,将说明在生成计划订单时,如何计算“能力需求”。
当生成计划订单时,我们就知道了“作业数量”。
例如,MPS/MRP运行后,会生成一个计划订单,要求生产300 PC该物料。
系统会使用该计划订单的作业数量,根据在工作中心中设定的公式,计算出“准备时间”、“处理时间”和“清理时间”。
准备时间 + 处理时间 + 清理时间 = 能力需求。
以前述工作中心的处理时间公式为例:
| * 处理时间 = 机器时间 x (作业数量 / 基本数量) * → 2H x (300 PC / 100 PC) = 6H |
由于能力需求 = 准备时间 + 处理时间 + 清理时间,而上述例子中只设定了处理时间,所以能力需求为6小时。
作业时间的考虑方法
当在工作中心(可用能力)中设定了休息时间和能力利用率时,就需要考虑给作业时间乘以一个系数。
※如果不打算在工作中心设定休息时间和能力利用率的读者,可以跳过此部分。
如果设定了休息时间和能力利用率,即便能力需求为6小时,也并不意味着简单地可以从8:00到14:00完成作业。
必须考虑中间的休息时间以及因能力利用率造成的停歇时间,来计算作业实际完成的时间。
具体用图示说明如下:
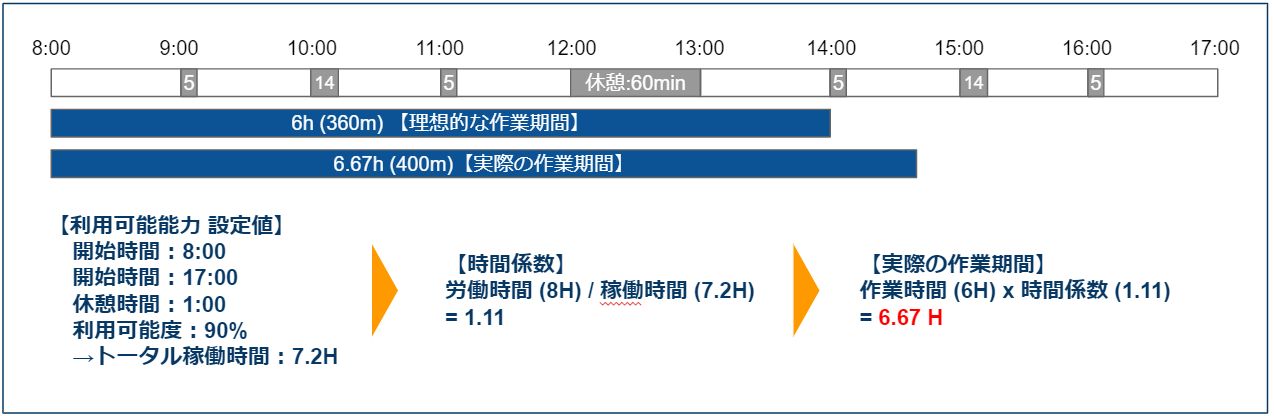
虽然作业时间为6小时,但会根据休息时间和利用率计算出“时间系数”,再求出“实际作业期间”。
在上面的例子中,实际作业期间为6.67小时,因此系统会分配工作中心的可用能力用于从8:00到14:40的时段。
能力评估
能力评估就是将可用能力与能力需求进行比较。
在MPS/MRP执行后,可以通过事务代码:CM50,对工作中心的可用能力是否被能力需求超过进行评估。
负荷平准化
进行能力评估后,需要对超过可用能力的日期部分,将负荷分散。
负荷平准化的方法包括:增加工作中心的可用能力、使用替代工作中心、外包、调整作业数量等,但最现实的方法是调整日期。
日期的调整,通过事务代码:CM25(计划表)来进行负荷平准化。
在事务代码:CM25中,SAP标准提供了几个视图,推荐使用SAPSFCG011,因为它比较容易操作。
首先打开该视图,会看到计划订单处于“池(Pool)”中的状态。
对于作业重叠的部分,为了对单个工作中心实现串行化,通过拖放操作,将计划订单移动到写着“工作中心”字样的最上方区域。
在订单(排产)部分,可以确认作业是否重复(即能力需求是否超过可用能力),并通过调整日期来进行负荷平准化。
总结
本文对工作中心的可用能力与能力需求进行了解说,并介绍了能力负荷平准化的方法。
能力计划的关键点在于工作中心主数据和工艺路线主数据的设定。
只要能完成这些设定,能力计划就成为可能。
能力计划虽然稍显复杂,常被人敬而远之,但相信通过本文,您会发现它其实并没有那么困难。
如果能在SAP中完成直至能力计划的所有步骤,就无需另行准备生产系统,这也有助于节省系统维护费用。
如果用户有需求,希望您能参考本文,就SAP能够实现哪些功能进行说明,并引导至需求定义阶段。
推荐文章精选
- 掌握SAP技能的文章
- 关于SAP顾问薪资水平与涨薪的文章
- 推荐给SAP顾问的11本好书
相关文章(部分含广告)
-
PP(生产管理)
-
CM25
-
CM50
-
MPS
-
MRP
-
PP
-
SAP
-
替代工作中心
-
休息时间
-
工作中心
-
工艺路线
-
作业数量
-
个体能力数量
-
可用能力
-
基本数量
-
实际成本计算
-
日程计划
-
标准值
-
标准值键
-
活动类型
-
生产
-
生产能力
-
结束时间
-
能力利用率
-
能力需求
-
能力计划
-
能力计算
-
生产订单
-
计划订单
-
负荷平准化
-
开始时间
![]() 来源: Tokulog | 翻译: AI 自动编译 (历史归档)
来源: Tokulog | 翻译: AI 自动编译 (历史归档)
(本文图片引用自原站,版权归原作者所有)